





鋼結構防護密閉門-鋼結構防護密閉門安裝工藝-元大人防公司
青島福潤得交通設備有限公司
經營模式:生產加工
地址:青島市李滄區瑞金路19號丙
主營:防護設備
業務熱線:0532-84917077
產品詳情 聯系方式
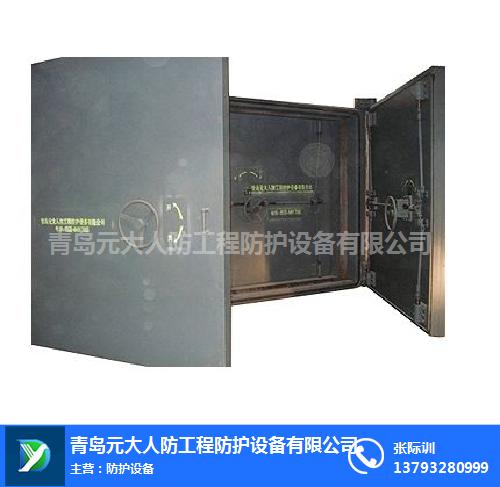
在高溫狀態下用3500噸壓機將門扇主體壓制成型,鋼結構防護密閉門厚度國標,使用定形工裝將門扇主體定型,鋼結構防護密閉門多少錢,采用負壓環保打磨工藝除去余料及飛邊,然后按照圖紙配備閉鎖裝置及鉸頁裝置等配件,包裝入庫后形成產品,其強度大大增加。門與門框采用密封條密封,密閉措施可靠。該門密閉性能良好,具有重量輕、強度高、耐腐蝕、壽命長等優點,以及良好的絕緣性、隔音性和阻燃性。完全可以替代現代的鋼筋混凝土密閉門和全鋼密閉門。
鋼結構防護密閉門多少錢-元大人防-鋼結構防護密閉門由青島元大人防工程防護設備有限公司提供。青島元大人防工程防護設備有限公司(www.qdyuanda.cn)是一家從事“防護設備”的公司。自成立以來,我們堅持以“誠信為本,穩健經營”的方針,勇于參與市場的良性競爭,使“元大人防”品牌擁有良好口碑。我們堅持“服務為先,用戶至上”的原則,使元大人防在安全、防護用品加工中贏得了眾的客戶的信任,樹立了良好的企業形象。 特別說明:本信息的圖片和資料僅供參考,歡迎聯系我們索取準確的資料,謝謝!
塞焊:電流為180-200A,電弧電壓20-25V,焊絲干伸長度20-25mm,氣體流量20L/min。
焊接時,鋼結構防護密閉門,按焊縫大小取焊縫較小先焊、大縫后焊,電流采用較小電流焊接,時刻注意焊接引起的變形及焊縫收縮量,并在每根縱向工字鋼上取四點,做上標記,每焊接完一次用水平儀檢測一次,記下檢測結果作為后一次檢測的標準。
3、焊接順序,先焊接縱向工字鋼與橫向工字鋼底部翼板的平焊縫。焊接完畢冷卻后檢測,再焊接工字鋼底部的平角焊,后焊立焊。立焊分四次焊接,每次焊單邊的二分之一,先焊接下半部份再焊接上半部份,采用退步焊的方法,從上向下焊接。焊接完畢后翻轉鋼骨架并固定在平臺上,按正面焊接順序焊接。焊完骨架上所有焊縫,再將骨架正、反兩個面的焊縫打磨平。
焊接完正面焊縫,反面因用碳弧刨清根,焊接時用大于正面的電流一次將焊縫填平,來消除因正面焊接產生的角變形,基本上能完全抵消,不用矯正。
3、精切,要控制好面板尺寸的jing確,劃線應先確定一條邊的尺寸,以此為基準再劃相對應的另一條邊,鋼結構防護密閉門 反力系數,再切割;另兩條邊以相同方法劃線切割。
4、每樘門的內面板要鉆2090個塞焊孔,切割54個檢修孔,為避免出現錯位現象,單扇門內面板應該全部在工作臺上鋪平、對齊后,再劃線,不要分開劃線
鋼結構防護密閉門多少錢-元大人防-鋼結構防護密閉門由青島元大人防工程防護設備有限公司提供。青島元大人防工程防護設備有限公司(www.qdyuanda.cn)是一家從事“防護設備”的公司。自成立以來,我們堅持以“誠信為本,穩健經營”的方針,勇于參與市場的良性競爭,使“元大人防”品牌擁有良好口碑。我們堅持“服務為先,用戶至上”的原則,使元大人防在安全、防護用品加工中贏得了眾的客戶的信任,樹立了良好的企業形象。 特別說明:本信息的圖片和資料僅供參考,歡迎聯系我們索取準確的資料,謝謝!

張際訓先生
手機:13793280999




